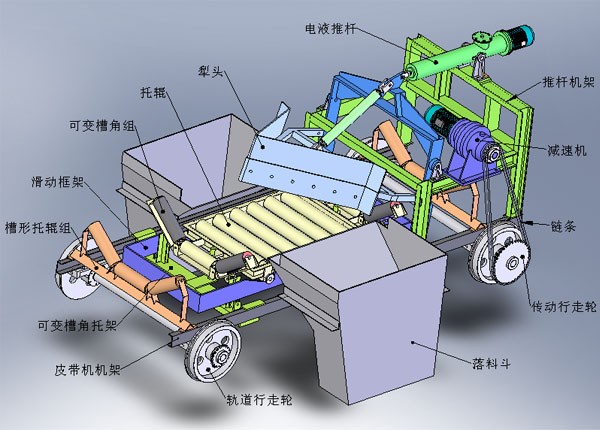
工作原理
型單雙側式犁式卸料器,是以電液推桿為動力源,工作時通過推桿伸出驅動桿,帶動框架前進完成機頭下落,并支撐起平托輥組,使膠帶工作面平直,機頭下沿與膠帶面貼合緊密,將膠帶上物料寫入斗中,送到需要場所,卸料完畢后
二、質量保證和性能驗收
1、我方所供設備質量達到需方招標要求,
2、所需材料及零部件將嚴格選用正規大型企業產品,以保證產品通過貴單位的各項指標驗收。
3、所有設備的設計、制造、包裝等均符合國家各項標準(GB)的要求。
三、包裝和運輸
按行業標準包裝和運輸
四、技術服務
1、設備安裝調試期間,我方須派員到現場進行技術服務解決安裝調試中的問題;現場服務人員將服從試運指揮部或駐工地總代表的統一調度。
2、設備安裝調度過程中,由于制造質量造成的不符合規定的偏差,將會有文字記錄,由我方處理,費用也由我方自擔。
3、設備安裝后,我方派人參加現場進行的分部試運及嚴密性試驗、驗收,并幫助解決試驗中暴露的問題。
4、我方無償提供所供設備的一切圖紙及技術資料。

相關標準規范及要求
設備的材料、制造、試驗、包裝、運輸等符合共和國國家標準。
1、 軸及軸承加工公差按IT12
2、 鑄造尺寸允許偏差執行標準為:CT13
3、 焊接通用技術條件執行標準為:SDZQ19-85
4、 氣焊、手工電弧焊保護焊焊縫坡口的基本形式及尺寸執行標準為:GB985-88
5、 涂裝通用技術條件執行標準為:JB/ZQ4000.10-86
6、 公差與配合執行標準為:GB1800-1864
7、 形狀和位置公差執行標準為:GB1184
8、 一般公差線性尺寸的未注公差執行標準為:GB/TI1804
9、 噪聲源聲功率級的測定執行標準為:GB3767
10、 切削加工件通用技術要求執行標準為;JB/ZQ4000.2-86
11、 鑄鋼件射線照相及底片等級分類方法執行標準為:GB5677
12、 液壓元件通用技術條件執行標準為:GB7935
13、 液壓缸氣缸安裝尺寸和安裝形式代號執行標準為:GB9094
14、 涂裝前鋼材表面銹蝕等級和除銹等級執行標準為:GB8923
15、 電機基本技術條件執行標準為:GB755
16、 工業企業廠界噪聲標準執行標準為:GB12348

驅動部分的電液推桿有兩種安裝形式:(1)電液推桿放在分煤機上部;(2)電液推桿放在分煤機的左側或右側,大的方便了用戶。
-/gbadbfc/-
http://m.mstp.com.cn


")





