執行標準:
液壓張緊裝置的設計、制造、安裝、驗收應以中國國家標準(GB)為基礎,并參考下列規范和標準:
DLJ52 電力建設及施工驗收規范
GB985氣焊、手工電弧焊及氣體保護焊焊縫坡口的基本形式與尺寸
GB986埋弧焊焊縫坡口的基本形式與尺寸
GB3323鋼熔化焊對接接頭射線照相和質量分級
GB11345鋼焊縫手工聲波探傷方法和探傷結果分析
GB1184形狀和位置公差、未注公差的規定
GB1901公差與配合尺寸至500mm孔、軸工差帶與配合
GB/T1804一般公差線性尺寸的未注公差
GB1764漆膜厚度測定法
JB/ZQ4000.7鍛件通用技術要求
GB12348工業企業廠界噪聲標準 II類混合區評價標準
GB11352-89一般工程用鑄造碳鋼
GB700-88普通碳鋼鋼結構
GB5680-85高錳鋼鑄件技術條件
JB/TQ4000.3焊接通用技術條件
IEC/GB電動機技術標準
GBJ17-88鋼結構設計規范
GB324-88鋼焊縫符號表示法
GB700-88碳素鋼結構
GB1184形狀和位置公差、未注公差的規定
GB/T1804一般公差線性尺寸的未注公差
GB3767噪聲源聲功率級的測定
GB5676-86一般工程用鑄造碳鋼
GB5677鑄鋼件射線照相及底片等級分類方法
GB6402鋼鍛材聲縱波探傷方法
GB8923涂裝鋼材表面銹蝕等級和除銹等級
GB9286色漆和清漆漆膜的劃格試驗
主要技術特點
膠帶機選用液壓自動拉緊裝置,可以大大改善膠帶機的起、制動特性,在確保膠帶機可靠起動、平穩運行方面,以及在避免或減少斷帶事故,延長膠帶的使用壽命方面,都起著其他拉緊裝置無法替代的作用。其主要技術性能及特點如下:

膠帶自動液壓拉緊裝置設有自動、手動兩種工作模式。在自動模式下,系統各元件的壓力整定值,從高壓到低壓依次為溢流閥1、溢流閥2、壓力繼電器YJl和YJ2。確保膠帶機正常運行的拉緊力的范圍,上限由YJl設定,下限由YJ2設定。自動模式下的工作過程:啟動電機,帶動油泵,系統壓力上升至YJl設定值,YJl向電控箱發信號,電控箱指令電機停止;由于液壓系統存在泄漏,壓力將逐漸下降,當壓力降至YJ2整定值時,YJ2向電控箱發信號,電控箱指令電機重新啟動運行,使系統壓力增至YJl的整定值。由此可見,系統壓力始終穩定在YJl和YJ2的整定值之間,從而保持膠帶張緊力處在”壓力正常”范圍。
當自動模式因故不能實現或系統需要檢修時,采用手動模式。在手動模式下,壓力繼電器不參與控制,須人工啟動電機將壓力升至整定值上限并手動停機。此時,關閉截止閥,除油缸和蓄能器外,系統中各控制閥、繼電器等部件均可進行檢修。而同時,膠帶機也能夠照常運行。經驗數據表明,在密封良好的情況下,油缸張緊力可以24h保持在正常范圍內。
從以析知道,不管處于自動模式還是手動模式,該張緊系統均能保證膠帶機有足夠的張緊力;而液壓的特性和系統中蓄能器的功用,也使得膠帶機啟動和停止時,膠帶的伸長或收縮量都能夠迅速得到補償。

1.產品概述
膠帶自控液壓拉緊裝置是根據我國煤礦,冶金等的特點,吸收世界工業發達國家的技術,根據膠帶在啟動和正常運轉狀態下拉緊力相同而拉緊行程不同的需要,并根據不同的場所膠帶送料密度不同和同一場所送料量變化而確定合理的膠帶張力而設計的,該機特點:(1)響應快,膠帶啟動時,膠帶突然松弛伸長,該機能立即縮回油缸,及時補償膠帶的伸長,對緊邊的沖擊小,從而使啟動時平穩可靠,避免斷帶事故發生;(2)張力調節范圍廣;(3)皮帶打滑時能自動增高拉緊力等保護功能;(4)結構緊湊,安裝空間小;(5)可與集控裝置相連,實現對該機的遠距離集中控制,還可實現微機控制.
本設備為全液壓方式,結構緊湊,重量輕,操作簡單方便,是膠帶運輸機的理想配套設備.
該裝置于2000年通過部級,現已形成系列,并已全面推廣.
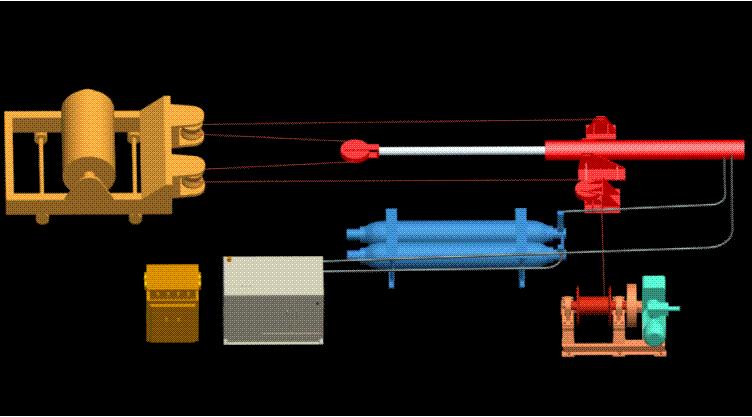
該設備由液壓泵站,拉緊油缸,蓄能站,電控制箱及附件部分組成.拉緊油缸能過動滑輪,鋼絲繩與拉緊小車相連.根據動滑輪的個數和鋼絲繩的纏繞方式,有四種安裝方式,根據用戶實際情況,對照表選取.
本產品的設計生產符合GB3766-87《液壓系統通用技術條件》、《液壓元件通用技術條件》(GB/T7935—1987)、《機械設備安裝工程及驗收通用規范》(G231)、《液壓缸技術條件》(JB/T10205—2000)、《液壓缸試驗方法》(GB/T15622—1995)中的各項技術要求。
http://m.mstp.com.cn




")





